Nell'"edificio di precisione" delle batterie agli ioni di litio, il catodo, l'anodo, l'elettrolita e il separatore sono i quattro materiali principali. Tra questi, sebbene il diaframma non partecipi direttamente alla reazione elettrochimica, svolge un ruolo cruciale come "protezione di sicurezza". Isola gli elettrodi positivo e negativo per prevenire cortocircuiti, consentendo al contempo il libero passaggio degli ioni di litio. Qualsiasi piccola imperfezione, come sbavature, fori o deviazioni dimensionali, può portare a significativi problemi di sicurezza, come riduzione delle prestazioni della batteria, autoscarica e persino runaway termico.
Pertanto, in quanto processo chiave nella produzione dei separatori, la precisione del taglio determina direttamente la qualità del separatore e la sicurezza della batteria. "Una precisione di taglio fino a ±0,1 mm" non è solo un parametro tecnico, ma anche un'eccezionale innovazione tecnologica nel campo della produzione di separatori per batterie al litio. Questo articolo approfondirà le innovazioni tecniche e le pratiche applicative alla base del raggiungimento di questa precisione ultraelevata.

1. Perché ± 0,1 mm è così importante?
I separatori per batterie al litio, in particolare quelli a umido di fascia alta, presentano caratteristiche quali l'ultrasottilità (solitamente 5-20 μm), l'elevata resistenza ma la facilità di rottura e un fragile strato ceramico rivestito sulla superficie. Ciò impone requisiti quasi rigorosi al processo di taglio:
1. Eliminare bave e polvere: eventuali bave e polvere microscopiche generate dal taglio possono perforare il separatore e causare cortocircuiti interni dopo essere state avvolte in una batteria.
2. Garantire un'assoluta precisione dimensionale: la larghezza del diaframma deve corrispondere perfettamente alla larghezza della lamina dell'elettrodo (positivo e negativo). Una larghezza eccessiva può causare un rischio di cortocircuito al contatto con i terminali; se è troppo stretta, non può isolare completamente i poli positivo e negativo, il che causerà un cortocircuito.
3. Mantenere una perfetta qualità di avvolgimento: l'avvolgimento deve essere pulito e stretto, senza serpentine (bordi irregolari), senza pieghe e senza concentrazioni di stress. Un avvolgimento di scarsa qualità può causare difficoltà di svolgimento, deformazione da trazione o persino la rottamazione diretta nella successiva produzione della batteria.
Una precisione di ± 0,1 mm significa che su un rullo master largo diversi metri, il film sottile come un'ala di cicala viene tagliato in decine di strisce strette e il suo errore di larghezza deve essere controllato entro il diametro di un capello. Questo non è solo un test dell'attrezzatura, ma anche il raggiungimento del massimo controllo del processo complessivo.

2. Raggiungere una svolta tecnologica con precisione ultra elevata ± 0,1 mm
Le tradizionali macchine da taglio difficilmente soddisfano i requisiti e per raggiungere questa precisione sono necessarie una serie di integrazioni tecnologiche interdisciplinari e innovazioni.
1. Piattaforma meccanica ad altissima precisione e ottimizzazione dinamica
• Albero con sospensione pneumatica "Zero Backlash": i rulli di svolgimento, trazione e avvolgimento del nucleo adottano la tecnologia a sospensione pneumatica per ottenere una trasmissione senza contatto e senza attrito. Ciò elimina completamente vibrazioni, battute d'arresto e usura associati alle tradizionali trasmissioni a ingranaggi, fornendo la base per un controllo fluido della tensione.
• Basamento in ghisa integrale e guide di precisione: il basamento in ghisa integrale, con elevata rigidità ed elevate caratteristiche di smorzamento, è in grado di assorbire e sopprimere efficacemente le vibrazioni generate durante il taglio. Tutte le unità di movimento sono montate su guide lineari di precisione per garantire rettilineità e stabilità di funzionamento.
• Sistema di bilanciamento dinamico della massa: grandi variazioni nella massa della bobina possono compromettere l'equilibrio del sistema ad alte velocità. La taglierina avanzata è dotata di un sistema di bilanciamento dinamico in tempo reale, che contrasta le vibrazioni causate dalle variazioni di qualità tramite contrappeso o tecnologia di controllo attivo, garantendo la stabilità dell'intero processo.
2. Controllo intelligente della tensione: l'"anima" della tecnologia
La tensione è il cuore del taglio. Se la tensione è eccessiva, il film si allungherà o addirittura si spezzerà; se la tensione è insufficiente, il gioco di avvolgimento formerà delle pieghe. Per ottenere una precisione di ± 0,1 mm, è necessario ottenere un controllo preciso della microtensione a livello millinumerico (mN).
• Feedback di tensione a circuito chiuso completo: il sistema monitora la tensione di ogni sezione (svolgimento, trazione, riavvolgimento) in tempo reale tramite sensori di tensione ad alta precisione e invia i dati al controller centrale (PLC).
• Controllo conico multistadio: il sistema calcolerà e produrrà automaticamente la curva di conicità della tensione ottimale in base alla variazione del diametro del rotolo, garantendo che la tensione sia sempre nelle migliori condizioni dal rotolo vuoto a quello pieno, evitando difetti come il "motivo a crisantemo" e le "rughe a cavolo".
• Sistema di guida attiva (EPC): installare sensori CCD o a ultrasuoni ad alta precisione prima dello svolgimento, del taglio e dell'avvolgimento, monitorare la posizione del bordo del diaframma in tempo reale e regolarla con precisione tramite rulli di azionamento del servomotore per garantire che il nastro sia sempre sul percorso corretto durante il taglio e l'avvolgimento, che è la chiave per garantire che i bordi siano puliti e senza serpenti.

3. Sistema di utensili di taglio di precisione
• Materiale e processo dell'utensile: la lama di taglio deve essere realizzata in acciaio rapido o in acciaio al tungsteno, ottenuto da metallurgia delle polveri ultra-duro e resistente all'usura, e deve essere sottoposta a trattamento di rivestimento su scala nanometrica e rettifica di precisione per garantire bordi di taglio affilati e duraturi.
• Struttura dell'utensile: adotta principalmente la modalità di taglio "fresa circolare superiore e inferiore" (taglio a cesoia). La lama superiore è una lama affilata in metallo duro, mentre quella inferiore è una lama in acciaio temprato ad alta durezza. La quantità di sovrapposizione e la profondità di taglio tra le due possono essere regolate a livello di micron per tagli puliti con bave e polvere minime.
• Portautensili ad alta rigidità: il portautensili e il portautensili devono essere estremamente rigidi per resistere alle forze laterali generate durante il taglio, garantendo che tutte le lame rimangano in posizione ad alte velocità.
4. Sistema di controllo intelligente e gemello digitale
• PLC e HMI integrati: le moderne macchine da taglio sono coordinate da un PLC ad alte prestazioni per coordinare tutti i moduli, come il controllo del movimento, il controllo della tensione e il controllo della temperatura. L'interfaccia uomo-macchina (HMI) intuitiva consente all'operatore di richiamare i parametri della ricetta con un clic, riducendo notevolmente l'errore umano.
• Sistema di acquisizione e monitoraggio dati (SCADA): i dati di funzionamento della macchina (velocità, tensione, pressione, temperatura, ecc.) vengono registrati e analizzati per l'ottimizzazione del processo, la previsione dei guasti e la tracciabilità della qualità del prodotto.
• Digital Twin: la tecnologia più all'avanguardia consiste nel creare un modello digitale di una macchina da taglio fisica in uno spazio virtuale. Prima del taglio vero e proprio, è possibile eseguire la simulazione e la pre-regolazione dei parametri in un ambiente virtuale per trovare la soluzione ottimale, riducendo così notevolmente i costi di tentativi ed errori e gli sprechi di materiale.
3. Pratica applicativa: dal laboratorio alla produzione di massa
Le innovazioni tecnologiche sono in ultima analisi al servizio della produzione. Nella pratica applicativa, oltre all'attrezzatura in sé, è altrettanto importante il know-how di processo.
• Impostazione della distanza tra i coltelli e del volume di taglio: è necessario effettuare ripetutamente il debug in base allo spessore del diaframma, alle caratteristiche del rivestimento, all'umidità, ecc., per trovare i parametri ottimali. Ciò si basa su una grande quantità di dati sperimentali e sull'esperienza degli ingegneri.
• Bilanciamento della velocità di taglio: perseguire l'efficienza garantendo precisione e qualità. Per i diaframmi ultrasottili, la velocità non è sempre migliore ed è necessario trovare il giusto equilibrio tra qualità ed efficienza.
• Controllo ambientale: un ambiente di produzione pulito, con temperatura e umidità costanti è fondamentale per prevenire l'assorbimento di umidità e la deformazione del diaframma nonché l'inquinamento da polvere.
• Sinergia tra persone e competenze: anche le apparecchiature più intelligenti richiedono operatori e personale di manutenzione altamente qualificati. Devono comprendere i principi delle apparecchiature e la logica dei processi, ed essere in grado di rispondere a diverse emergenze e di apportare piccole modifiche.
conclusione
La precisione di taglio di ± 0,1 mm è il frutto della profonda integrazione di tecnologie multidisciplinari come ingegneria meccanica, scienza dei materiali, controllo automatico e intelligenza artificiale. Segna un balzo in avanti nel settore della produzione di apparecchiature per batterie al litio, passando da "utilizzabile" a "facile da usare" e infine a "estrema precisione".
Questa apparentemente ordinaria attrezzatura per il "taglio di rotoli grandi su rotoli piccoli" è in realtà l'eroe dietro le quinte che garantisce l'elevata sicurezza, l'elevata omogeneità e la lunga durata delle batterie agli ioni di litio. Con l'avvento di nuove tecnologie come le batterie allo stato solido e i diaframmi più sottili, i requisiti di precisione di taglio non faranno che aumentare. Questa competizione tecnologica basata sulla "battaglia millimetrica" continuerà a promuovere l'intero settore delle batterie al litio a un livello superiore.
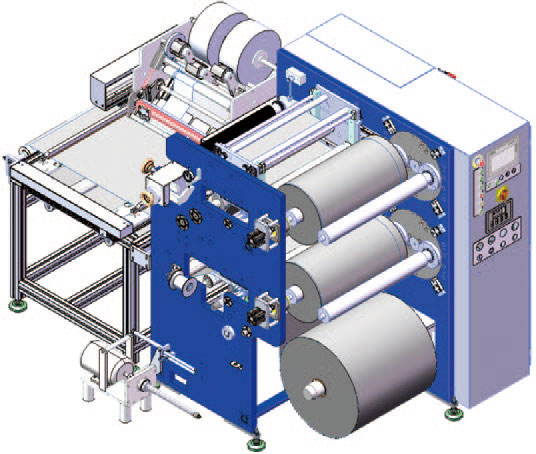
 Taglierina MOP per pellicole New Energy
Taglierina MOP per pellicole New Energy Taglierina per fogli di rame (RSDS7H) 1350
Taglierina per fogli di rame (RSDS7H) 1350 Taglierina per fogli di rame RSDS7H 1350 PLUS
Taglierina per fogli di rame RSDS7H 1350 PLUS





